隆源混合气体如何配比充装?
隆源混合气体是氩气二氧化碳混合气体。大家都知道一般焊接碳钢的二保焊用的富氩气体是80%Ar+20%CO2,焊接不锈钢用的是97.5%Ar+2.5%O2,其实,混合气体是可以根据客户具体使用要求来进行配比的,但总和必须1OO%,混合气体总压:13MPa(气瓶常温时)。那么具体如何操作呢?下面教大家如何来配比充装。
第一步,气瓶检查瓶装Ar-CO2混合气体采用按GB5099《钢质无缝气瓶》制造的气瓶包装。气瓶在出厂前应检查瓶嘴、瓶阀螺纹连接处以及瓶阀杆处无泄漏,并戴上瓶帽和防震圈。

图一:混合气瓶
第二步,气瓶充装应符合GB14194《永久气体充装规定》的要求。在确认气瓶内气体温度与环境温度相等后,用精度不低于1.6级的压力表测量气体压力。充装压力在20℃时应符合表1的规定。返回气瓶的余压不得低于0.05MPa。
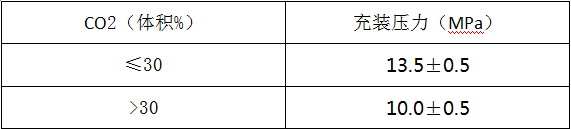
表一:瓶装Ar-CO2混合气体充装压力
第三步,液体CO2通过液泵加压到5MPa左右,经“CO2X”阀进入CO2汽化器加热汽化后,气体CO2经“CO2入”阀再经“CO2A”阀进入A座充气排充入气瓶。

图二:气体充装示意图
第四步,液体Ar通过液体Ar泵加压至3~13.0MPa进入Ar汽化器汽化后经“ArA”阀进入A座充气排充入气瓶与原有CO2组分气混合制成成品焊接混合气体。

图三:充装车间图
第五步,停车操作。当充装配制混合气体结束后即可停车,顺序为:
a.停止液Ar泵,并关闭相应阀门;
b.停止液CO2泵,并关闭相应阀门;
c.停止CO2汽化器电源。
阅读量:156
阅读量:30
阅读量:136
阅读量:57
阅读量:88